Project-2-Log
| 성능 평가 지표 | 설명 |
|---|---|
| Adjusted R-Squared | - 결정 계수, 회귀 모델이 주어진 데이터에 얼마나 적합한 지 평가 - 예측 대상 변수 y의 변동량 대비 모델 예측 값의 변동량 의미 - 0~1 사이의 값이며 상관 관계가 높을수록 1에 가까움 - 0.5 이상이면 적합성이 좋다고 판단함 |
| MAE | - 평균 절대 오차이며 모든 절대 오차의 평균 - 절대 오차: 실제 값과 예측 값의 차이 - 예측 대상 변수의 단위 고려 필요 |
| MSE | - 평균 제곱 오차이며 오차의 제곱에 대한 평균 - 통계적 추정의 정확성에 대한 질적인 척도 - 수치가 작을수록 정확성이 높다고 판단. |
2022
AI 모델 구축
- 모델 교차 검증을 위한 K-Fold 방식 적용
- 모델 학습 시 학습 및 검증용 데이터를 10개 폴드로 나누어 교차검증(10-fold Cross Validation)
- 폴드가 변경되며 반복 수행되므로 모델 성능에서 우연성을 배제할 수 있음
- 학습 데이터와 검증 데이터를 변경하며 반복하여 학습을 진행하므로 과적합을 방지할 수 있음
- 생분해성 섬유 물성 예측 모델 성능 개선을 위한 추가 데이터 확보
- 물성 예측 모델 정확도 개선을 위한 추가 데이터 확보
- 주요 방사 공정 변수들의 분포가 적은 범위 구간을 대상으로 수행
- 주요 방사 공정 변수들의 분포가 적은 범위 구간을 대상으로 수행
- 물성 예측 모델 정확도 개선을 위한 추가 데이터 확보
주요 공정 변수 별 데이터 분포 현황
| Tenacity(강도) | 범위 | 단위 | 주 분포 구간 | 미흡 구간 |
|---|---|---|---|---|
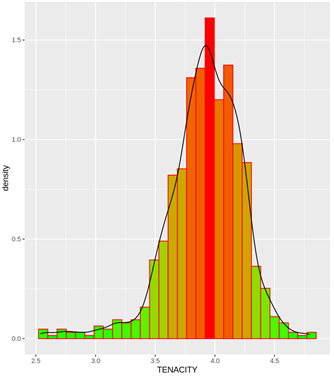 | 2.5~5.0 | 0.1 | 3.5~4.3 | 2.5~3.5, 4.3~5.0 |
| Elongation(신도) | 범위 | 단위 | 주 분포 구간 | 미흡 구간 |
|---|---|---|---|---|
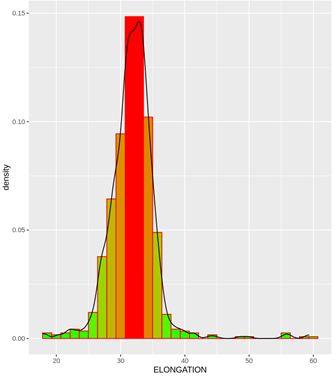 | 15~60 | 1 | 28~37 | 15~28, 37~60 |
| Spinbeam Temperature(스핀빔 온도) | 범위 | 주 분포 구간 | 미흡 구간 |
|---|---|---|---|
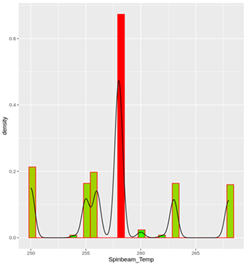 | 250~268 | 258 | 250~257, 259~268 |
| Manifold Temperature(매니폴드 온도) | 범위 | 주 분포 구간 | 미흡 구간 |
|---|---|---|---|
 | 250~268 | 258 | 250~257, 259~268 |
| Godet Roller 1 Speed(GR 1 속도) | 범위 | 주 분포 구간 | 미흡 구간 |
|---|---|---|---|
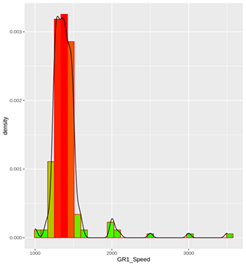 | 1000~3500 | 1200~1500 | 1000~1199, 1501~3500 |
| Godet Roller 1 Temperature(GR 1 온도) | 범위 | 주 분포 구간 | 미흡 구간 |
|---|---|---|---|
 | 80, 90 | 90 | 90 외 실제 사용구간 |
| Godet Roller 2 Speed(GR 2 속도) | 범위 | 주 분포 구간 | 미흡 구간 |
|---|---|---|---|
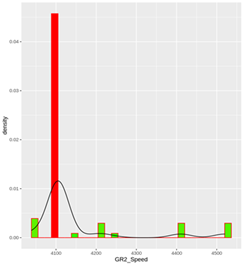 | 1000~3500 | 1200~1500 | 1000~1199, 1501~3500 |
| Godet Roller 2 Temperature(GR 2 온도) | 범위 | 주 분포 구간 | 미흡 구간 |
|---|---|---|---|
 | 80, 90 | 90 | 90 외 실제 사용구간 |
| DR(연신비) | 범위 | 주 분포 구간 | 미흡 구간 |
|---|---|---|---|
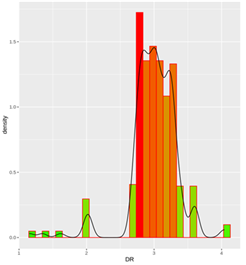 | 1.2~4.1 | 2.7~3.3 | 1.2~2.6, 3.4~4.1 |
| Winder Speed(F/R 속도) | 범위 | 주 분포 구간 | 미흡 구간 |
|---|---|---|---|
 | 4000~4400 | 4000 | 4001~4400 |
주요 공정 변수 별 데이터 불균형 정도
| 구분 | SB_T | MF_T | GR1_S | GR1_T | GR2_S | GR2_T | FR_S |
|---|---|---|---|---|---|---|---|
| 다수 | 0.65 | 0.65 | 0.88 | 0.87 | 0.76 | 0.92 | 0.82 |
| 소수 | 0.35 | 0.35 | 0.12 | 0.13 | 0.24 | 0.08 | 0.18 |
| Spinbeam과 Manifold Temperature를 제외한 나머지 변수들은 데이터 분포 불균형이 확인됨 |
- 주로 사용하는 특정 공법 위주의 방사 공정 변수 구간 설정
- 많은 시간과 비용이 필요한 방사 특성으로 인해 특정 변수 및 범위 구간에 대해 우선 수집한 결과
- 데이터 분포가 적은 구간의 방사 실패율 고려
| 주요 방사 공정 변수 | 미흡 구간 | 주 분포 구간 | 미흡 구간 |
|---|---|---|---|
| Spinbeam Temperature | 250~257 | 258 | 259~269 |
| Manifold Temperature | 250~257 | 258 | 259~269 |
| Godet Roller 1 Speed | 1000~1199 | 1200~1500 | 1501~3500 |
| Godet Roller 1 Temperature | - | 90 | - |
| Godet Roller 2 Speed | 4000~4099 | 4100 | 4101~4520 |
| Godet Roller 2 Temperature | 95~99 | 100 | 101~105 |
| DR | 1.2~2.6 | 2.7~3.3 | 3.4~4.1 |
| Final Roller Speed | - | 4000 | 4001~4400 |
- 데이터 불균형을 해소할 수 있는 균형적인 방사 공정 데이터 수집안 제시
- 현재 데이터 분포 참고해 방사 실패율 높은 구간을 제외하여 방사 공정 변수 범위를 수정
- 수정된 방사 공정 범위에서 데이터 분포를 확인해 데이터 부족 구간에 대해 추가 확보
- 각 공정 변수 구간 단위 정하고 각 단위별로 최대한 균형 있게 계획하여 수집
- 유의미한 방사 성공이 가능한 구간에 대해서 서비스 제공할 수 있는 모델 개발
- 주요 방사 공정 변수와 생산성 간 관계 분석
- 전체 1,172 중 성공 816, 실패 356건
- 생산성에 영향을 주는 것은 주로 Godet Roller와 관련된 연신 과정으로 확인됨
생분해성 섬유 물성별 핵심 공정 변수 확립
비정상적인 생분해성 섬유 물성 데이터 분석 및 처리
- 비정상 데이터가 포함된 구간의 예측 오차 증대
- 예측 모델의 과적합 발생 가능
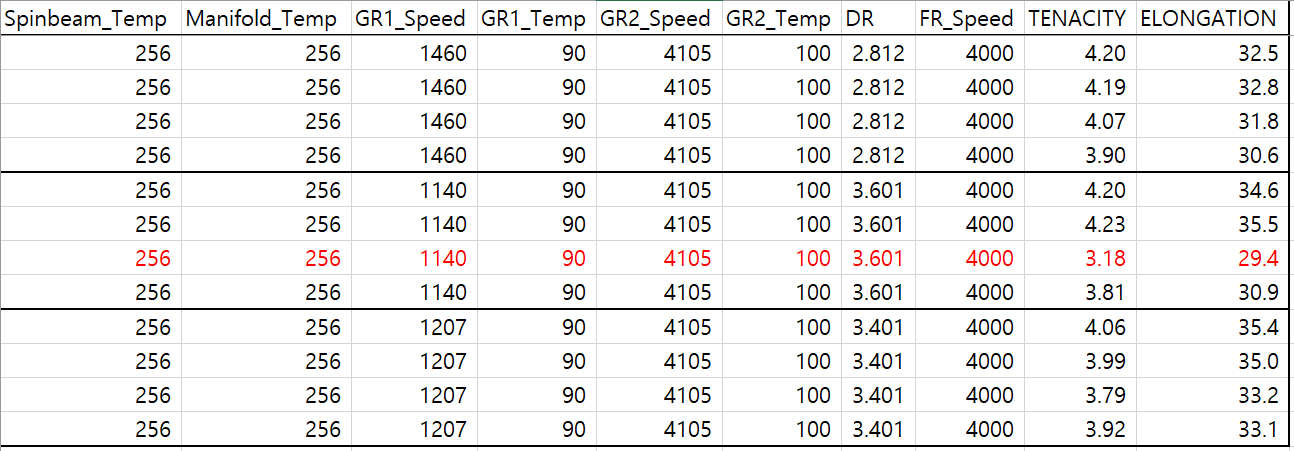
- 방사 공정 데이터 샘플 간 오차 발생
- 한 번의 방사 테스트에서 여러 개의 샘플을 체취하고 물성 분석 수행
- 물성 분석 결과 각 샘플 간 오차 존재
- 샘플 간 오차가 발생에는 다양한 원인 존재
- 비정상적인 데이터의 발생 원인
- 방사 공정 결과 샘플의 수집 방법과 시기 차이
- 물성 분석을 위한 각 샘플 채취 시 대상이 되는 부분 차이
- 생분해성 섬유 소재의 물성 분석 환경에 따른 자체 오차
- 물성 분석에 활용하는 도구, 물성 분석자 차이로 발생
- 물성 분석 과정에서 분석자의 실수, 분석 결과 오기입
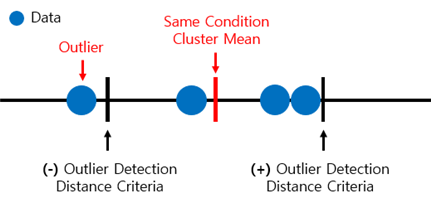
- 데이터 이상치 판단 및 처리를 위한 허용 오차 기준이 필요
- 방사 공정 물성들에 대한 관리 한계 ± 허용치 참고
| 구분 항목 | 종전공정관리한계 | 공정관리한계 |
|---|---|---|
| DE' | 72.5±2.0 | 72.5±2.0 |
| TE(g/DE) | 4.60±0.30 | 4.7±0.30 |
| EL(%) | 32.5±3.5 | 31.5±3.5 |
- 공정관리한계 허용치를 고려했을 때 허용 가능한 오차 수치
- TE: 0.6, EL: 7.0
- 생분해성 섬유 방사 공정 데이터 판단 기준 확립과 이상치 처리 알고리즘 구현
- 비정상적 데이터 발생 원인과 허용 오차를 고려한 판단 기준 확립
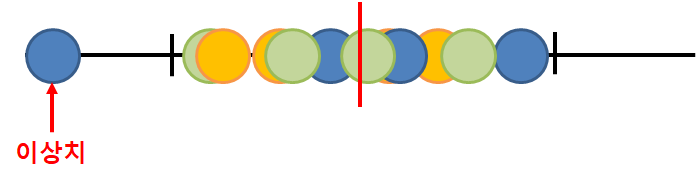
- 동일 방사 조건 하 최대 4개 샘플 수칩 시 샘플 간 오차
- 동일한 방사 조건에서 발생한 최대 4개 샘플 군집에 대한 각 물성 수치들의 평균값에서 표본집단을 고려하여 공정관리한계 허용치보다 한 단위 더 넓게 설정
- 데이터 이상치로써 제거하나 데이터 추가 수집에 따라 다시 포함될 수 있음
- 데이터 이상치로써 제거하나 데이터 추가 수집에 따라 다시 포함될 수 있음
- 비정상적 데이터 발생 원인과 허용 오차를 고려한 판단 기준 확립
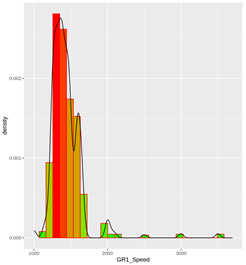
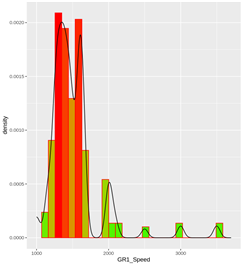
- 데이터 불균형을 해결하기 위해 우선 순위 높은 GR1_Speed와 DR, DR의 경우 GR1_Speed 증강에 따라 같이 증강되므로 GR1_Speed의 소수 구간 데이터를 4배 증강시켜 데이터 분포 불균형을 개선
- 기본 데이터와 이상치 제거 데이터의 모델 성능은 비슷함
- 증강한 데이터의 경우 모델이 데이터 분포 미흡 구간에 더 잘 적합해 Adjusted 수치가 10~20% 상승
기 구축 물성 예측 모델 완성도 보안을 위한 고도화
- 예측 모델 정확도 향상을 위해 딥러닝 Multi-Layer Perception 모델 및 증강 데이터 기준으로 물성 예측 모델 별 활용 변수 비교
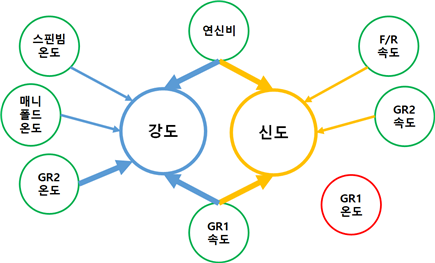
- 강도 예측 모델 학습 시 GR1_Temp, GR2_Speed, FR_Speed는 영향 없으므로 제외했을 경우 성능이 비슷하나 미세하게 떨어져 8개 변수 모두 다 사용하는 것이 적절하다고 판단됨
2022년 총 정리
- 균형적인 데이터 수집안을 통한 데이터 불균형 해소
- 예측 물성별 핵심 공정 변수 확립
- 허용 오차를 활용한 데이터 이상치 처리 알고리즘 구현
- 물성 상관성과 데이터 불균형을 고려한 우선순위 기반 데이터 증강
- 모델 고도화 및 성능 목표 달성
- 논문: 데이터 불균형과 측정 오차를 고려한 생분해성 섬유 인장강신도 예측 모델 개발
2023
AI 모델 구축
고강도 생분해성 섬유(PLA) 개발
- 다양한 방사 공정 변수들의 모든 범위를 고려한 방사 데이터 수집 불가능
- 축적된 방사 데이터로 물성 예측 AI 모델을 학습 및 고도화
- 데이터 기반 물성 예측 AI 모델을 활용해 수집하지 못한 방사 영역의 예측 결과를 통해 고강도 생분해성 섬유 개발이 가능한 방사 공정 레시피 탐색
| 구분 | 2022 | 2023 |
|---|---|---|
| 학습 데이터 | 총 969셋 공정 변수 8개, 물성 변수 2개 | 총 1,525셋 공정 변수 8개, 물성 변수 10개 |
| 문제 구분 | Regression | Regression |
| 적용 모델 | 물성 예측 딥러닝 MLP Model | 물성별 최고 성능 머신러닝 앙상블 Model |
| 예측 정확도 | MAE: TA-0.14 EL-1.80 MSE: TA-0.03 EL-6.09 | MAE: TA-0.12 EL-1.37MSE: TA-0.03 EL-3.05 |
| 정확도 기준 | 공정관리한계 허용오차 기준 유효성 검증 수준: 80% | 공정관리한계 허용오차 기준 유효성 검증 수준: 85% |
- 미수집 방사 공정 영역에 대한 시뮬레이션 예측을 최대한 상세히 수행
- 방사 공정 변수별 Offset을 최소화 해 가능한 많은 경우의 수 고려
- 물성 예측 AI 모델들을 활용한 방사 공정 시뮬레이션 결과 도출
| 물성 | 수집 최솟값 | 시뮬레이션 최솟값 | 수집 최댓값 | 시뮬레이션 최댓값 |
|---|---|---|---|---|
| 인장강도 | 3.0 | 3.3 | 4.8 | 4.5 |
| 인장신도 | 20 | 20 | 41 | 40 |
| 열응력-평균온도 | 77 | 80 | 139 | 120 |
| 열응력-평균강도 | 3.7 | 4.0 | 22.1 | 22.0 |
| 사불균제도 | 1.8 | 1.9 | 6.2 | 5.3 |
| 번수 | 34.6 | 35.0 | 36.5 | 36.5 |
| 고분자 결정화도 | 25 | 28 | 100 | 88 |
| 열분해온도 | 280 | 295 | 393 | 360 |
| 용융온도 | 132 | 135 | 175 | 170 |
| 유리전이온도 | 43 | 45 | 71 | 65 |
| 구 분 | 스핀빔 온도 | 매니폴드 온도 | 고뎃롤러 1 속도 | 고뎃롤러1 온도 | 고뎃롤러2 속도 | 고뎃롤러 2 온도 | 연신비 | 권취 속도 |
|---|---|---|---|---|---|---|---|---|
| 인장강도 | -0.26 | -0.05 | -0.13 | 0.06 | -0.27 | -0.24 | 0.02 | -0.29 |
| 인장신도 | 0.30 | 0.30 | -0.36 | 0.04 | 0.43 | 0.80 | 0.45 | 0.26 |
| 열응력 평균강도 | -0.05 | - | 0 | - | -0.65 | -0.78 | -0.32 | -0.64 |
| 열응력 평균온도 | 0.75 | - | -0.67 | - | 0.22 | 0.28 | 0.71 | 0.13 |
| 사불균 제도 | -0.70 | - | 0.62 | - | 0.28 | 0.21 | -0.41 | 0.37 |
| 번수 | -0.78 | - | 0.71 | - | 0.22 | 0.24 | -0.52 | 0.32 |
| 고분자 결정화도 | 0.54 | - | -0.33 | - | 0.14 | 0.37 | 0.36 | 0.09 |
| 열분해 온도 | 0.16 | - | 0.04 | - | 0.07 | -0.09 | -0.01 | 0.06 |
| 용융온도 | 0.14 | - | -0.07 | - | -0.52 | -0.44 | -0.19 | -0.52 |
| 유리전이 온도 | 0.07 | - | -0.11 | - | -0.12 | -0.17 | 0.03 | -0.14 |
- 이상치 처리 알고리즘 확장
2024
++ 프로젝트 1에서 모델 블렌딩을 사용하였는데 이는 넓은 의미에서는 Stacking Ensemble과 동일해 보이나 좁은 의미에서는 다르다.